
Gewindeprüfung |
 |
· Gewindeprüfung von Innen- und Außengewinden · Funktionsvideo |
|---|
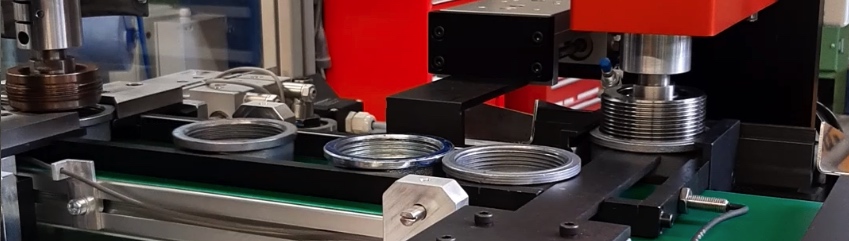
Automatisches Prüfen von Innen- und Außengewinden mittels Gewindelehren
Prüfkonzept
Zunächst wird über einen Kontaktvorschub der Prüfdorn mit Antrieb zur Prüfstelle bewegt.
Nachdem der Gewindeanfang erreicht ist, wird die Gewindelehre mit einer dementsprechende Anschraubgeschwindigkeit bewegt.
Der gewünschte Prüfdrehmoment wird vom Kunden vorgegeben und kann jederzeit geändert werden.
Ist die Gewindelehre ein vorgegebenes Maß eingeschraubt, erhöht sich die Prüfgeschwindigkeit bis zur maximalen Vorgabe.
Wurde die Prüftiefe erreicht, wird die Gewindelehre zurückbewegt und eine Gutteilemeldung abgegeben.
Beim Überschreiten des vorgegebenen Prüfdrehmoments, wird der Prüfvorgang abgebrochen und die gesamte Einheit
zurück in die Grundstellung gefahren. Außerdem gibt dann die Gewindeprüfgerätesteuerung eine Schlechtteilemeldung ab.
Für den Neustart des nächsten Prüfzyklus wird ein neues Startsignal benötigt.
Die Vorteile dieser Art von Gewindeprüfung
- kompakte Bauweise
- für unterschiedliche Prüfetappen sind entsprechende Drehmomente und Geschwindigkeiten machbar
- sanfter Anschraubdruck
- veränderbare Beschleunigungs- und Abbremsrampen
- bis zu 16 verschiedene Prüfprogramme abspeicherbar
- eine spezielle Prüflehrenhalterung hält die Prüflehre zentrisch zum Gewinde und kann Fluchtungsfehler ausgleichen
- um Fehlermöglichkeiten durch die zu bewegende Masse auszuschließen, ist für den vertikalen Prüfvorgang ein
Gewichtsausgleich integriert, d.h. die Prüfeinrichtung wird über die gesamte Prüflänge (vor und zurück) im Gleichgewicht gehalten
Banddickenmessung |
 |
· Banddickenmessung von Metall- und Nichtmetallbänder · Informationen · Produktübersicht |
|---|
Kontinuierliche Messung der Banddicke von Metall-, Nichtmetallbändern und Metallfolien
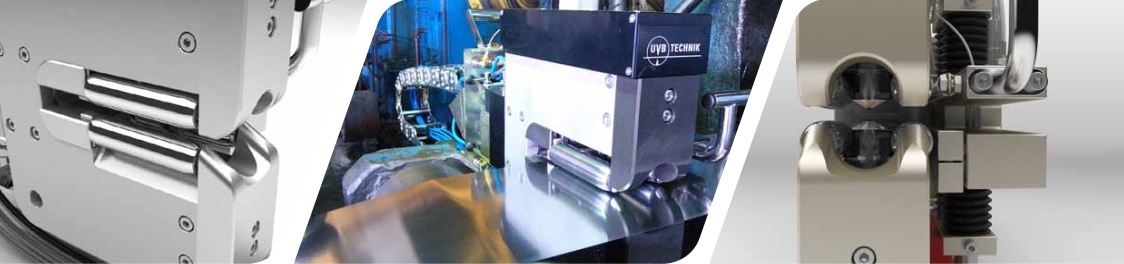
Messkonzept: Banddickenmessgerät mit Handeinführung
Es ist auf dem Prinzip des schwimmenden Messkopfes konstruiert, der die eventuellen Abweichungen des gemessenen
Bandes kopiert. Diamant-Kontakte, die ständig das Band berühren, übermitteln die Messwerte an die Messumformer und
die Auswerteeinheit.
Die Konstruktion der Diamantkontakte verhindert die Beschädigung des zu messenden Bandes und verleiht ihnen eine lange
Lebensdauer. Der pneumatische Andruck der Kontakte ist stufenlos regelbar.
Dieses kontinuierlich arbeitende Messgerät ist als eine Absolutwert-Messvorrichtung konzipiert, welche keine Voreinstellung
für unterschiedliche Nennwerte der Banddicke erfordert.
Messkonzept: Banddickenmessgerät mit automatischer Steuerung
Die äußerst langlebigen Kontaktsensoren verwenden unsere eigene Mikrowellentechnologie ohne elektronische Komponenten,
Spulen und Ferrite. Die Sensoren sind absolut, sehr stabil, mit einer Linearität <0,01% und einer Auflösung von 0,1µm.
Daher müssen die Sensoren vor und nach der Messung nicht auf Null gesetzt werden, was zu sehr ungenauen Messungen führen kann,
wenn zwischen den Kontakten Verunreinigungen auftreten. Durch Kühlung der Sensoren und Kontakten durch den Sensorkörper kann
die Banddicke bei Temperaturen 250°C mit einer Temperaturabhängigkeit von ≤1µm/200°C gemessen werden, ohne den Messkopf zu erwärmen.
Die Messtaster aus Sinterdiamant werden typischerweise jahrzehntelang ohne Austausch eingesetzt, auch unter schwierigen Bedingungen.
Die Auswerteeinheit bietet
- digitale Dickendarstellung
- Analogdarstellung der Abweichung von der eingestellten Nenndicke
- Einstellung von unteren und oberen Banddickengrenzwerten mit Alarm
- digitale Kalibrierung
- automatische Einführung des Messgerätes in den Bandlauf
- Analogausgange ±20mA (±10V; 0-20mA; 4-20mA)
- serieller Datenausgangsbus PROFINET (PROFIBUS...)
- keine mechanische Einstellung des Messkopfes erforderlich
